


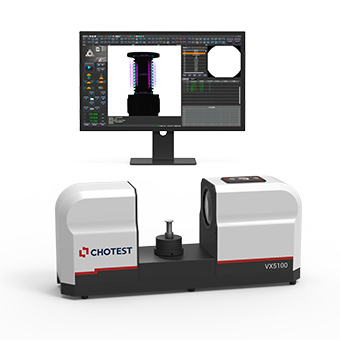
VX5100
Software profesional de medición visual VisionX
El software profesional de medición visual VisionX ha sido desarrollado íntegramente por CHOTEST, que posee los derechos de propiedad intelectual independientes. VisionX dispone de una interfaz de usuario intuitiva, manejo sencillo y funciones potentes y prácticas. Integra más de 80 herramientas de extracción y análisis, incluyendo herramientas de extracción de características, herramientas auxiliares, de anotación y aplicaciones específicas.
Además,
las funciones pueden personalizarse según las necesidades del usuario, con el objetivo de mejorar de forma eficaz la eficiencia operativa.
| Características | |
|---|---|
| Model | VX5100 |
| Image Sensor | 5MP CMOS |
| Outside Monitor | 24" LCD (XGA:1920×1080) |
| Acceptance Lens | Double Telecentric Lens |
| Back Light | Telecentric transmission illumination |
| F.O.V. | Φ100mm |
| Repeatability | ±2um |
| Accuracy *1 | ±5um |
| Software | VisionX |
| Resolution | 0.1um |
| XY Obejct Table(Optional) | Retational Speed 0,2 Revolution/s |
| Diameter Φ60mm | |
| Capacity 3kg | |
| Size(LxWxH) | 736×200×325mm |
| Weight | 25kg |
| Input | AC100~240V,50/60Hz,1.3A,150W |
| Working Environment | Temp.10 °C~35 °C, Humidity 20~80%, Vibration<0.002g, Less than 15Hz |
Observaciones:
* 1 En la posición de enfoque, la temperatura ambiente es de +20 °C ± 1,0 °C
Características generales
Tolerancias geométricas
Rectitud, redondez, concentricidad, simetría, tolerancia de posición, paralelismo, perpendicularidad, tolerancia de perfil, entre otras.
Modo CNC
Permite modificar los programas CNC en cualquier momento, así como añadir o eliminar características. El resultado OK o NG se determina automáticamente según las tolerancias establecidas en el programa.
Automatización
Solo es necesario seleccionar las características de medición. Tras colocar la pieza, los resultados se obtienen rápidamente mediante una operación con un solo clic.
Sistema de coordenadas
Permite crear sistemas de coordenadas mediante punto-línea o línea-línea, así como realizar traslaciones y rotaciones, e incluso generar múltiples sistemas de referencia.
Herramientas específicas
Redondeos, contornos, roscas, ranuras, perímetros, distancia de paso, espesores, chaflanes, muelles, engranajes, juntas de estanqueidad, áreas, ángulo de paso y anchura de contorno.
Importación DXF
Los datos de medición pueden obtenerse directamente a partir de planos CAD. Incluso si la pieza física no está disponible, es posible crear programas de medición de forma rápida. El sistema asigna automáticamente características y dimensiones del archivo DXF a la muestra, incluyendo las dimensiones de superficie.

Muestra

Asigna automáticamente características DXF a la muestra
Medida CNC
Escáner de códigos de barras
El valor leído por el escáner puede almacenarse como información de inspección o utilizarse para buscar programas de medición según la configuración del operador.

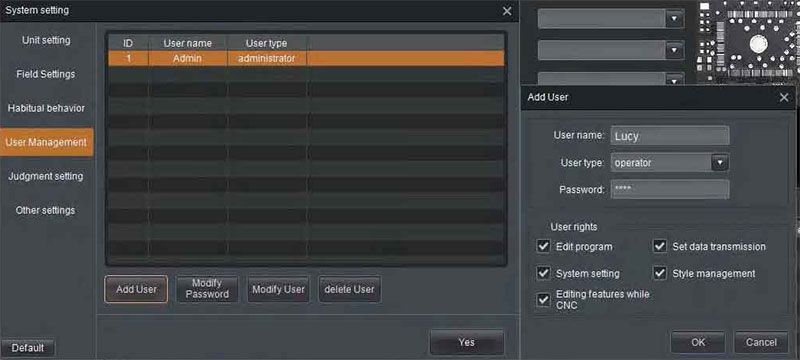
Gestión de usuarios
Las cuentas pueden configurarse como administrador u operador. Los permisos de los operadores pueden restringirse según las necesidades del proceso.
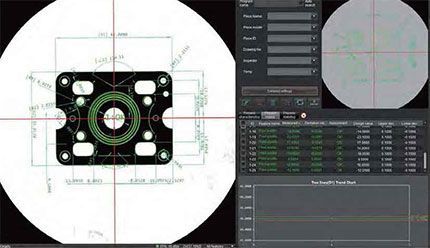
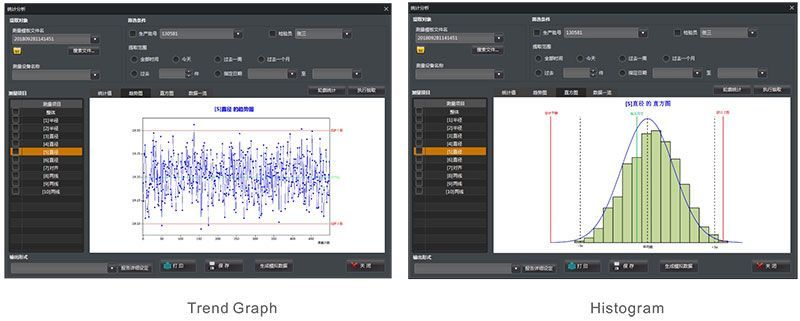
Análisis estadístico
La interfaz incluye pestañas de:
- Valores estadísticos
- Gráficos de tendencias
- Histogramas
- Lista de datos
Registro y clasificación automática
Los resultados de medición y sus principales parámetros estadísticos (media, σ, 3σ, 6σ, Ca, Cp, Cpk, etc.) se registran y almacenan automáticamente. Los operadores pueden realizar búsquedas según distintos criterios.
Estadística

Datos tabulados
Control del proceso productivo y mejora de la calidad
El gráfico de tendencias permite monitorizar anomalías en los equipos y procesos productivos a partir de la evolución de los valores medidos, incluyendo cambios monotónicos y periódicos. El histograma refleja la fluctuación y distribución de la calidad del producto, proporcionando información clave del proceso para evaluar y predecir la calidad y la tasa de no conformidades.
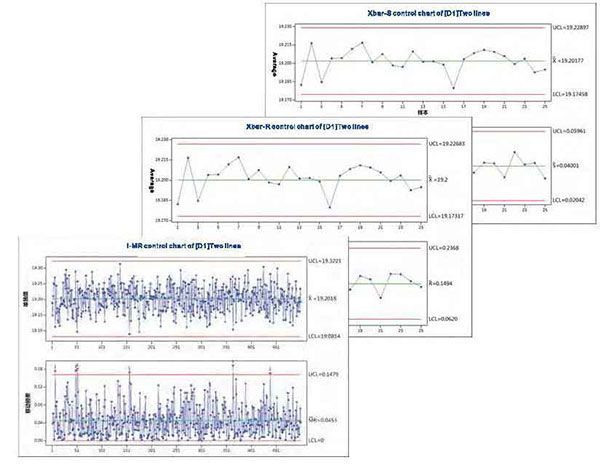
Mediante diagnóstico y análisis de calidad, los métodos SPC no solo permiten monitorizar la calidad del producto, sino también identificar tendencias del proceso, reducir desperdicios derivados de inspecciones posteriores y mejorar el control del proceso y la calidad final.
A través del diagnóstico y análisis de calidad, el método estadístico SPC no solo puede realizar el monitoreo de la calidad del producto, sino también reflejar la tendencia de cambio en el proceso de generación, reducir el desperdicio causado por la inspección posterior, a fin de lograr el efecto de controlar el proceso de producción y mejorar la calidad del producto.
Generación automática de informes
Con una sola acción es posible:
- Importar y exportar registros de medición.
- Guardar informes en formatos PDF, CSV, Excel y texto.
- Utilizar plantillas PDF personalizadas.
- Utilizar plantillas Excel personalizadas.
- Exportar e imprimir informes rápidamente.
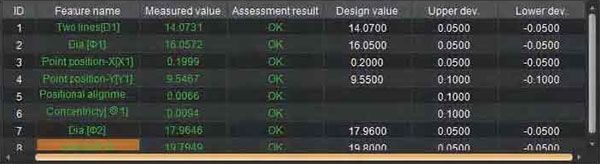
Métodos de evaluación
Tolerancia estándar
Evaluación de los valores medidos frente al valor de diseño y las tolerancias superior e inferior especificadas en el plano.
Grado de tolerancia
División de la tolerancia en distintos niveles según el rango de desviación. Permite clasificar muestras para facilitar el ensamblaje y reducir desperdicios.Evaluación de los valores medidos frente al valor de diseño y las tolerancias superior e inferior especificadas en el plano.

Proporción de tolerancia
Clasificación basada en el porcentaje de tolerancia para generar alertas tempranas sobre el estado de los equipos.

Dimensiones críticas
La conformidad de la muestra se determina únicamente por las dimensiones críticas definidas por el operador.

Datos
Gestión de datos
Los informes pueden generarse de forma rápida y sencilla en formatos PDF, Word, Excel, CSV y TXT.
Estadística de proceso
Cálculo automático de Cp y Cpk, con visualización en tiempo real mediante gráficos de tendencias e histogramas.
Informes Excel personalizados
Los datos de medición, imágenes de inspección e información asociada se exportan automáticamente a plantillas Excel predefinidas.
| Lote N° | Artículo | Valor de medida | Valor del diseño | Límite superior | Límite inferior | Inspector | Fecha |
|---|---|---|---|---|---|---|---|
| D8X62723-E75-PN-1 | L① | 2.513 | 2.5 | 0.2 | -0.2 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L② | 2.512 | 2.5 | 0.2 | -0.2 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L③ | 2.511 | 2.5 | 0.2 | -0.2 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L4 | 2.508 | 2.5 | 0.2 | -0.2 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑤ | 2.509 | 2.5 | 0.2 | -0.2 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑥ | 2.511 | 2.5 | 0.2 | -0.2 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑦ | 2.513 | 2.5 | 0.2 | -0.2 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑧ | 2.512 | 2.5 | 0.2 | -0.2 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑨ | 2.509 | 2.5 | 0.2 | -0.2 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L① | 1.999 | 2 | 0.3 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L② | 1.997 | 2 | 0.3 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L③ | 1.998 | 2 | 0.3 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L4 | 1.997 | 2 | 0.3 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑤ | 1.997 | 2 | 0.3 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑥ | 1.999 | 2 | 0.3 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑦ | 1.996 | 2 | 0.3 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑧ | 1.999 | 2 | 0.3 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑨ | 1.997 | 2 | 0.3 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L① | 0.901 | 0.9 | 0.1 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L② | 0.904 | 0.9 | 0.1 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L③ | 0.904 | 0.9 | 0.1 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L4 | 0.903 | 0.9 | 0.1 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑤ | 0.902 | 0.9 | 0.1 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑥ | 0.905 | 0.9 | 0.1 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑦ | 0.901 | 0.9 | 0.1 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑧ | 0.903 | 0.9 | 0.1 | -0.1 | Grúa | 09.20 |
| D8X62723-E75-PN-1 | L⑨ | 0.901 | 0.9 | 0.1 | -0.1 | Grúa | 09.20 |
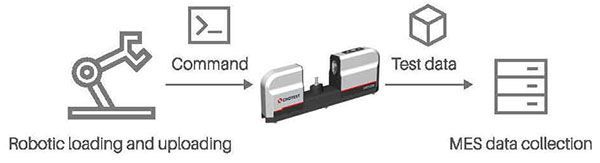
TCP
Los datos de medición se transmiten al sistema MES del cliente a través de protocolos socket o HTTP en tiempo real.
VisionX también podría recibir comandos del servidor externo para cargar el programa y comenzar la medición, por lo que es compatible con brazos robóticos para lograr mediciones no tripuladas.
QDAS
Generación automática de resultados en formato compatible con sistemas QDAS. Los campos K pueden personalizarse para vincular los equipos VX con parámetros de salida.

Informes de texto personalizados
El operador puede definir el formato del contenido y exportar los datos en tiempo real.

Funciones avanzadas
Anotación inteligente
Permite anotar distancias entre puntos, líneas, círculos y otras combinaciones geométricas.
Detección automática de bordes
El sistema identifica automáticamente los bordes tras seleccionar la región de interés. Se pueden configurar condiciones para eliminar interferencias y extraer con precisión características, incluso en contornos muy pequeños.
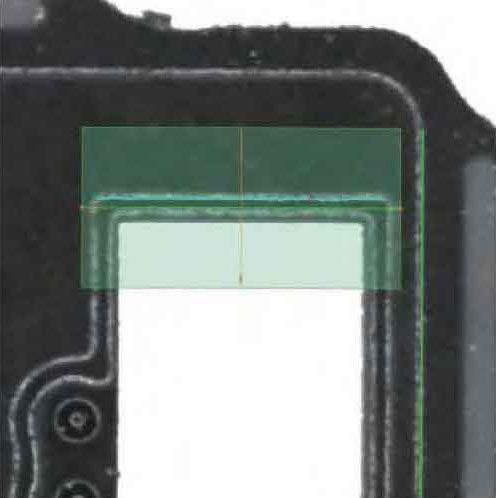
Extracto de oscuro a brillante
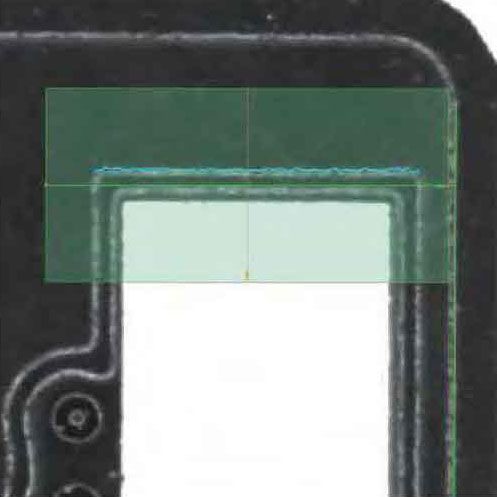
Extracto de claro a oscuro
Desbarbado automático
Elimina puntos anómalos y la interferencia de rebabas para una extracción precisa de características.
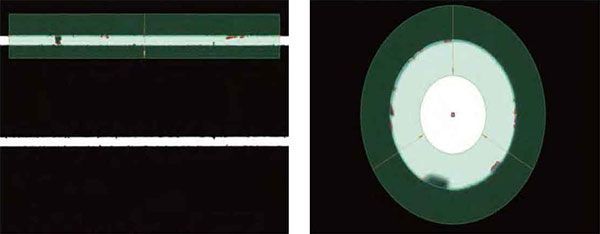
Ajuste de orientación
La orientación del área de selección se ajusta automáticamente para asegurar la precisión en la medición, incluso en condiciones complejas.
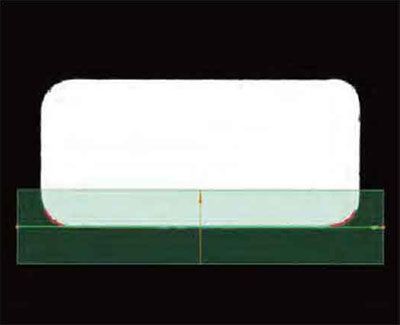
Ajuste de orientación
La orientación del área de selección se ajusta automáticamente para asegurar la precisión en la medición, incluso en condiciones complejas.
Más aplicaciones
Las máquinas de medición de flash son ampliamente utilizadas en la industria de maquinaria, electrónica, moldes, moldeo por inyección, hardware, caucho, electrodomésticos de bajo voltaje, materiales magnéticos, estampado de precisión, conectores, conectores, terminales, teléfonos móviles, electrodomésticos, placas de circuitos impresos, equipos médicos, relojes, herramientas, etc.
También te puede interesar:




